
A smarter weld process monitoring system with Sciemetric
he Sciemetric sigPOD process monitoring system offers advanced measurement, data capture, and waveform processing, equipped with Sciemetric’s unique PSV™ (process signature verification) technology, making it the most accurate spot weld tester.
Plus, it’s so easy to get started!
Ask us about our preconfigured sigPOD monitoring template for Spot Weld.
How Sciemetric monitors the weld process
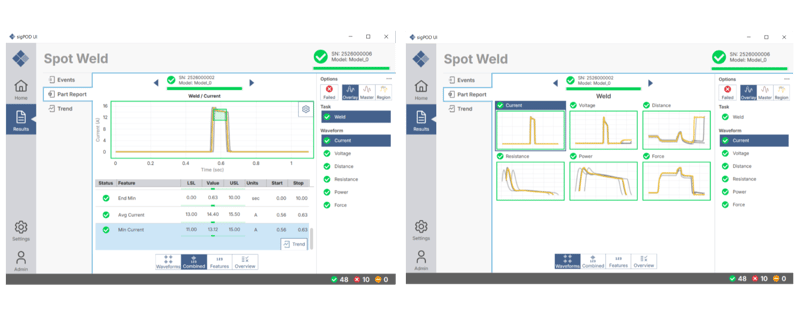
Using digital process signature analysis, manufacturers have access to a clear, visual representation of everything that happened through every millisecond of their weld process.
During the weld process, the sigPOD weld monitoring equipment is set up to monitor four physical parameters during the weld process: force, current, voltage, and distance.
This information is then processed into waveforms, or digital process signatures, for analysis. The sigPOD configures six waveforms to analyze the quality of your weld process: current, voltage, distance, resistance, power, and force.
Specific defects identified using waveforms
| Waveform | Examples of Defects Detected |
| Current |
|
| Voltage |
|
| Distance |
|
| Resistance |
|
| Power |
|
| Force |
|
Use waveforms to overcome typical weld challenges
There are many challenges when it comes to ensuring a quality weld process. Several parameters, including force, current, distance, and voltage must be monitored and controlled for the weld manufacturing process to be effective and reliable.
Common challenges include:
Many Different Materials- Steels (100’s of types)
- Tungsten, Magnesium, Aluminum, Titanium, etc.
- Homogeneity
- Metallurgic properties, resistance, thickness, configuration, and coatings
- Shape, plating, current density
- Wear and degradation
- Force and movement profile
- The physical weld force that is applied
- Open vs. closed loop
- Welding energy used to generate heat
- The amount of time that energy is applied
Sciemetric’s unique waveform technology offers the most accurate, detailed weld defect analysis

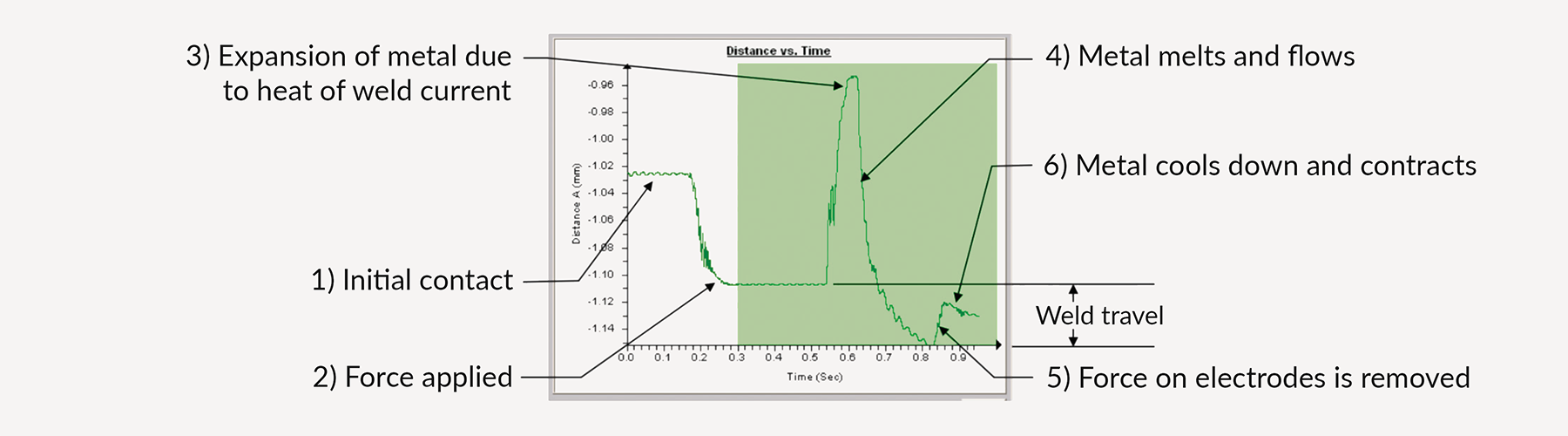
For each of these waveforms, sigPOD measures and records many datapoints, which form unique process signatures (see below example of a waveform monitoring a weld operation).
Identify specific defects, like weld expulsion, using waveform technology
The below waveforms were used to identify a weld expulsion event, which is when molten material spreads beyond the weld zone, which indicates a loss of bonding material and can result in a weak weld joint.
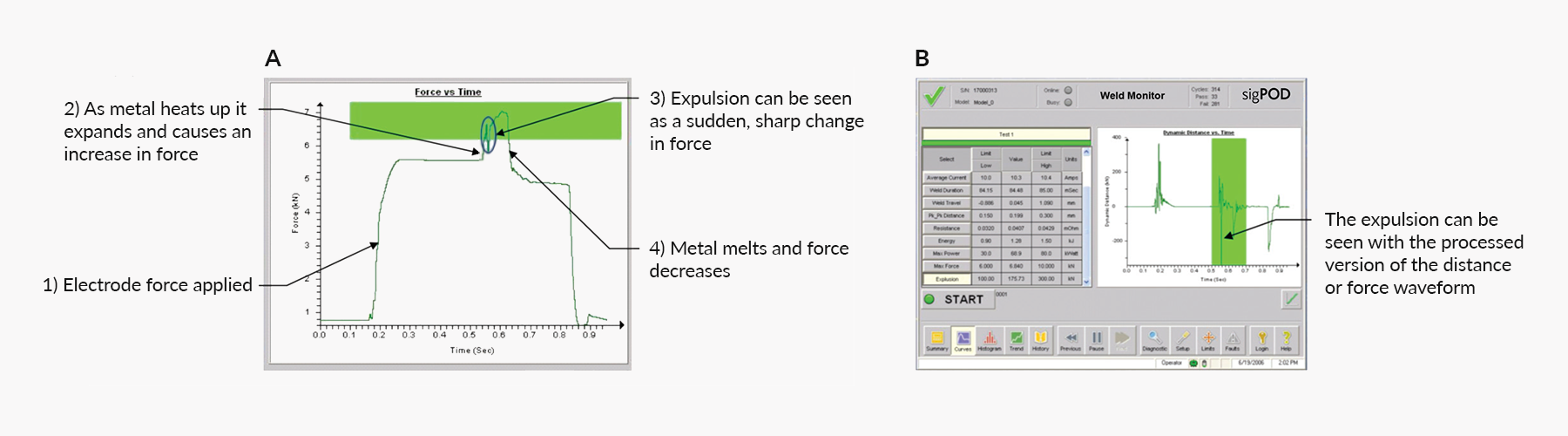
The sudden, sharp change in force seen in the force vs. time signature (a) was the first indication of a problem, further confirmed by the characteristic spikes in the processed version of the distance or force waveform (b).

Use weld monitoring to replace costly and inefficient destructive pull tests
Resistance welding is commonly used in medical device manufacturing, where the integrity of the bonding joint is often critical to the safety of a patient and long-term reliability of the device. Learn how Sciemetric’s sigPOD allowed medical manufacturers to eliminate part auditing using destructive pull tests, boosting accuracy, efficiency, and throughput.
.webp?width=600&height=515&name=Sciemetric-Studio_Rundown-Tools_1900x1425%20(2).webp)
Enable full part quality traceability—store and manage all your weld process data
Connect your weld process monitoring data to Sciemetric’s QualityWorX Suite to enable full part history traceability—and the ability to connect your weld stations (and any other stations across your line) for better analysis.