“Smart” devices these days are providing value far past their original purpose. Take a smartphone for example; it is really a powerful compact computer that can also make and receive voice calls – the ultimate digital multi-tool.
 But how many of those features and functions do you really use? How much functionality must you take advantage of to justify the price tag attached to some of these devices?
But how many of those features and functions do you really use? How much functionality must you take advantage of to justify the price tag attached to some of these devices?
A smart camera (or machine vision system) on a production line is not much different. It can take images and provides an efficient way to perform basic compliance checking with more reliability than a human. But like the smartphone, a smart camera or machine vision system can do so much more than its more basic predecessors. That’s where the opportunity arises to generate a strong return on your machine vision investment.
The image and basic pass/fail status generated from a vision system is only the tip of the iceberg. The real strength lies in the ability to extract numeric data from the image across a number of unique scalar measurements.
For example, let’s look at a station where machine vision monitors the dispense of sealant bead on a part. From the image, the vision system can break down the sealant bead into thousands of regions. Metrics like the width of the bead and the offset from expected center position is measured in each region.
Seeing the BIG picture
These unique scalar measurements can be stitched together as an array and provide a digital process signature (think a plot graph of measurement versus segment number). This can show how the dispense measurements vary across all the segments. The scalars taken from the image become more valuable than the image itself.
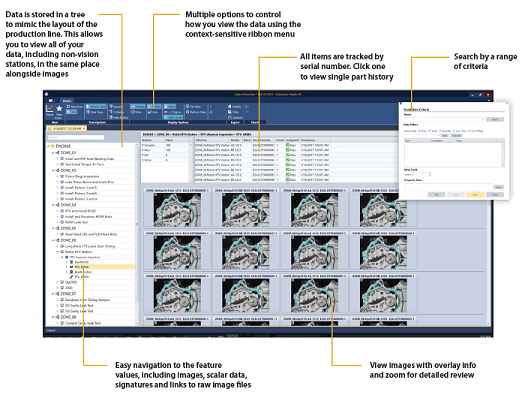
you're looking for quickly with Sciemetric Studio.
Different reporting visuals can be created that make it possible to spot any early indicators of misalignments, worn or damaged nozzles, trapped air, erratic movement or any other issue that could affect bead quality. Quality engineers can use this insight to adjust and fine-tune processes before an issue leads to bad parts.
Traditionally, this more complex application for quality assurance still meant the data remained trapped in the silo of the machine vision system, the black box, at that production station.
The gain in ROI comes when you poke inside the black box and aggregate its vision data with other upstream and downstream production data. Manufacturers today have available the tools to network every vision system on the plant floor to a central database. All the data can then be integrated and correlated with all the other production data relevant to a specific part, indexed by serial number, into a birth history record.
Tracing root cause
If we use the example of the dispense operation again, root cause analysis could include analysing data from the press-fitting station where that part is assembled with another, data from fastening tools that are doing several rundown operations on the assembled part at another station, and finally, data from the leak test of the completed part.
If a part were to fail a leak test, the quality engineer could visualize the assembly process in a virtual environment to confirm that the fasteners were torqued to spec, the press generated correct depth and force, and that it was the sealant application with a borderline acceptable result in a single region of the bead that led to a leak failure.
That’s what we mean by boosting ROI. If your machine vision system is already collecting the data, why not take full advantage of the power it holds and use it for ultimate traceability and root cause analysis on the production line?

Free E-book: How to use Machine Vision for Manufacturing 4.0
Vision systems are valuable tools for quality inspection, but how are you using the massive number of images and amount of data they produce? This e-book explains why you should integrate machine vision output with the rest of your process data for a complete picture of production health.

