
February 01, 2024
How to use process monitoring to catch early signs of machine wear affecting product quality
In applications where precision is key, maintaining perfect calibration and a properly functioning machine is critical to ensure product quality and a...
Learn More
November 06, 2023
How to cut production downtime using data you’re already collecting
When quality issues halt production, the ability to retrieve and analyze data quickly to trace root cause becomes invaluable. Having a good data manag...
Learn More
May 18, 2023
5 ways to make a manufacturing engineer’s life easier
Practical ways to use your data to improve quality and response time to daily issues Manufacturing engineers are relied on to support product quality ...
Learn More
April 25, 2023
Using NVH monitoring to identify faulty axle snap ring installations—catch the problems manual checks miss
Snap ring installation is an important part of axle function in vehicles. If the snap rings on an axle assembly are improperly seated, it can cause vi...
Learn More
June 14, 2022
Enabling non-destructive testing in medical device manufacturing with in-process testing
Historically, medical products have been manufactured in batches or lots, with a sample of the devices evaluated for quality using destructive, visual...
Learn More
May 05, 2022
How to improve defect detection on your assembly line, starting with these 7 common tasks
Regardless of where your plant lies on the digital transformation scale, your most essential tool for achieving practical and profitable change is you...
Learn More
April 21, 2022
Fundamentals of press-fit monitoring: How to locate defects during press-fit or joining operations
Press-fit or press force operations are very common on the manufacturing line where parts are inserted or joined using force. While it can be a fairly...
Learn More
March 31, 2022
How to maximize the value of your Statistical Process Control (SPC) data
A key concern for any manufacturing or quality engineer is keeping the production line running smoothly and minimize the impact of any process deviati...
Learn More
March 16, 2022
How to catch and prevent defects during injection molding
From bottle caps to toys and complex automotive components, injection molding is a common manufacturing process. Defects and scrap can also be common ...
Learn More
February 24, 2022
5 reasons to choose Sciemetric for machine retools, expansions, retrofits, and upgrades of your test stations
Is it time to update your test station to improve quality and efficiency? Sciemetric offers turnkey on-site and off-site retools, expansions, retrofit...
Learn More
January 28, 2022
6 day-to-day benefits manufacturers can achieve with organized and correlated part production data
As the number of connected systems in the industrial environment increases, manufacturers are becoming increasingly aware of the value of production d...
Learn More
November 30, 2021
Engine cold testing: Benefits of the “cold test” method for end-of-line engine testing
Engine manufacturers require a reliable and cost-effective end-of-line test to catch any defects missed during engine assembly. Manufacturers commonly...
Learn More
October 29, 2021
5 considerations when automating your quality control process on the manufacturing line
Product quality is important. At the least, problems with product quality impact your production line efficiency and profitability. At the worst, poor...
Learn More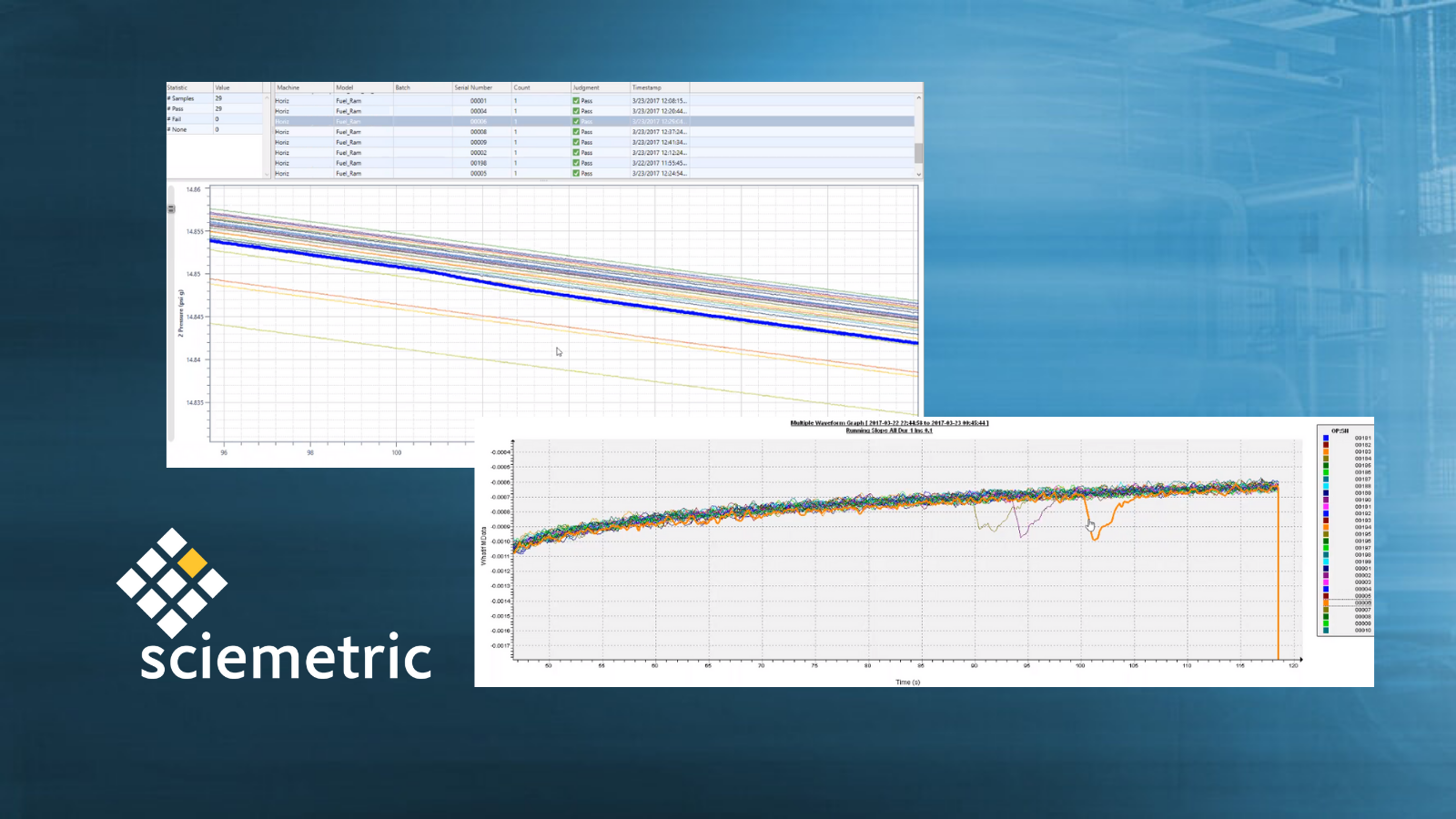
September 09, 2021
Sciemetric data analytics tools enabled engine manufacturer to link EOL failure to cracked check valves—see how!
The fuel system in a modern internal combustion engine is a high-pressure and high-precision assembly that’s calibrated to deliver just enough fuel to...
Learn More
June 30, 2021
4 ways to make better use of data from stations on the production line
Data is everywhere on today’s production lines. The challenge is that though manufacturers may be collecting large volumes of data, it often isn’t bei...
Learn More
May 21, 2021
Considerations when digitizing paper-based records, automating defect detection and quality control on the production line
Paper-based data management and reporting workflows tend to limit the line’s capacity and scalability, and are prone to manual error. When these workf...
Learn More
April 30, 2021
7 production data gaps that are slowing down manufacturing engineers
Data is everywhere in manufacturing plants and yet there are gaps in the ability to turn it into actionable information. When it comes to keeping stat...
Learn More
March 17, 2021
Monitoring for weld expulsion: A prime cause of weak welds, defects
A common quality issue at the weld station on a production line is expulsion – an unwanted ejection of molten material beyond the weld zone that can r...
Learn More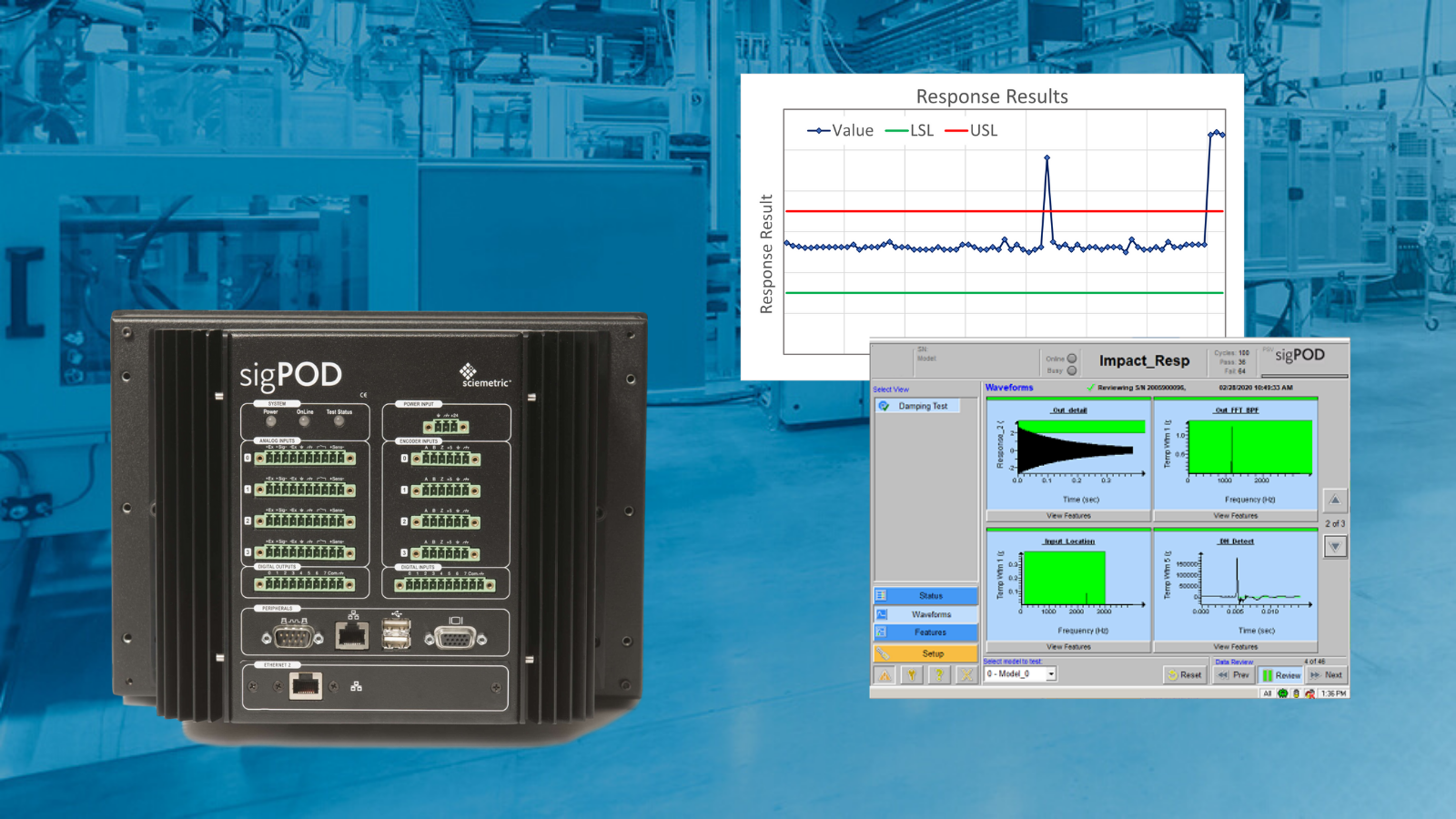
December 10, 2020
How to detect delamination of brake pads using impact response testing
As any driver can attest, brake pads are a very important part of any automotive construction. The ramifications of faulty brake pads in the field are...
Learn More
November 30, 2020
Go beyond station checks to improve product quality and line efficiency: The value of process monitoring and data analytics
Having worked with manufacturers for decades, I have seen the problems they struggle with firsthand. Two of these biggest problems they face are relia...
Learn More
October 06, 2020
Machine data versus part data: pros and cons | Manufacturing Data Series, Part 3
In our discussions with prospects about collecting and analysing part production data to drive quality and efficiency on a line, we sometimes get the ...
Learn More
September 29, 2020
How long should I store my manufacturing production data? | Manufacturing Data Series, Part 2
In the previous post, I talked about the need to collect and organize production data to quickly troubleshoot a bottleneck on the line with targeted r...
Learn More
September 22, 2020
What manufacturing data should I be collecting to improve part quality? | Manufacturing Data Series, Part 1
When it comes to the analysis of your manufacturing process, there’s one step that can’t be avoided—you can’t fix what you haven’t measured. And in or...
Learn More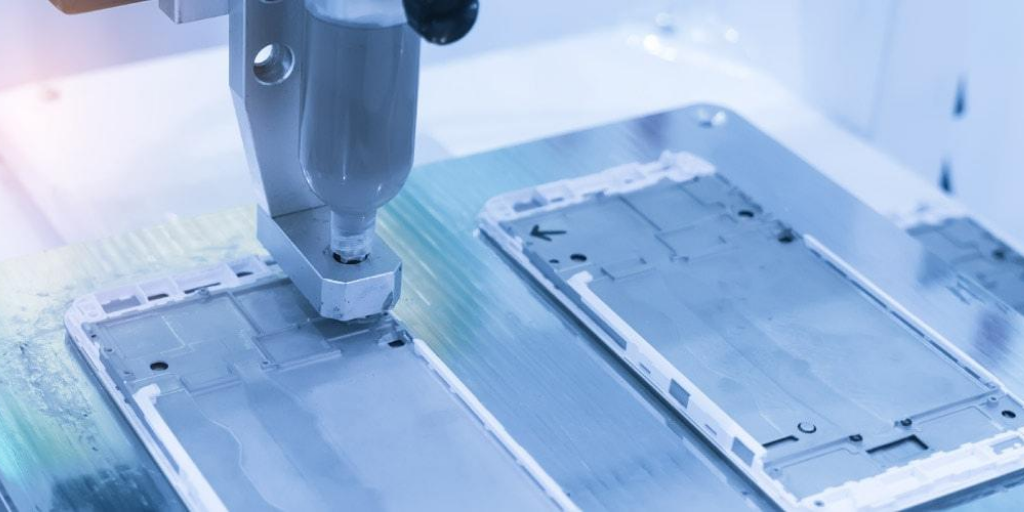
August 27, 2020
10 considerations for effective defect detection during dispense operations
Faulty applications at the dispense station can cause major problems in the field. Unfortunately, dispense is also one of the most complex processes o...
Learn More
July 23, 2020
Continuously monitor and improve production using digital process signatures
We often discuss how digital process signature analysis can be used to catch defects as they occur during production. But what if, even after rounds o...
Learn More
June 29, 2020
Adapt and adjust, quickly, to improve production using digital process signatures
In our previous posts, we have explored how digital process signature analysis can improve defect detection on the line, quickly and accurately establ...
Learn More
June 17, 2020
Optimize manufacturing test cycle times using digital process signatures
In our previous post, we talked about how digital process signature analysis eliminates the guesswork and trial-and-error from limit setting for proce...
Learn More
June 11, 2020
Set more effective control limits on production tests using digital process signatures
In our last post, we talked about the value of digital process signature analysis to enable more accurate and effective defect detection. This entails...
Learn More
May 28, 2020
Improve manufacturing defect detection using digital process signatures
As line operators return to plants, many manufacturers are looking for ways to make sure their lines are running as efficiently as possible, with solu...
Learn More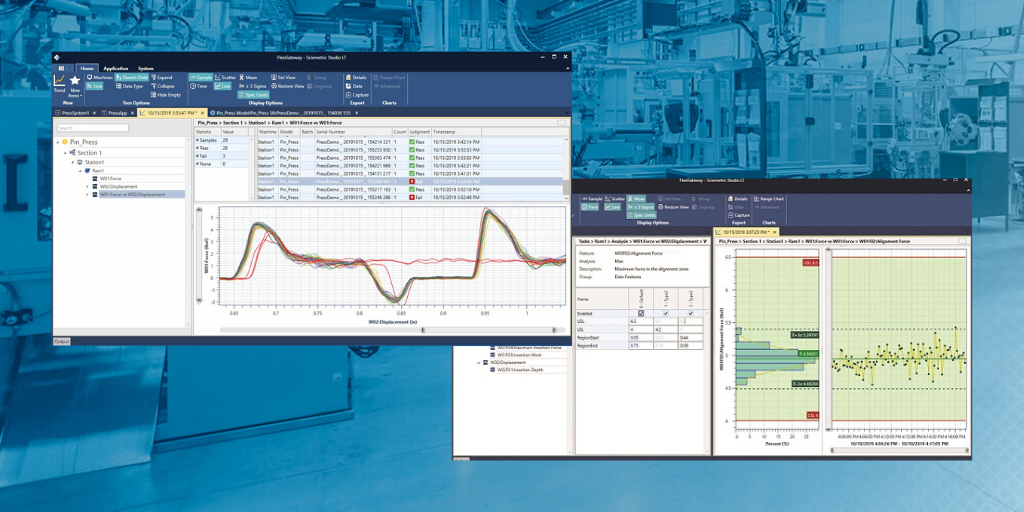
March 27, 2020
Press-Fit 101, Part 2: What to monitor to ensure a defect-free operation
In the first post of this series, we talked about how the three features that characterize a press-fit operation – Force vs. Time, Distance vs. Time a...
Learn More
March 20, 2020
Press-Fit 101, Part 1: How to improve defect detection during press operations
Press-fit, where parts are joined using force, remains one of the most common of manufacturing operations. Like any common manufacturing operation, a ...
Learn More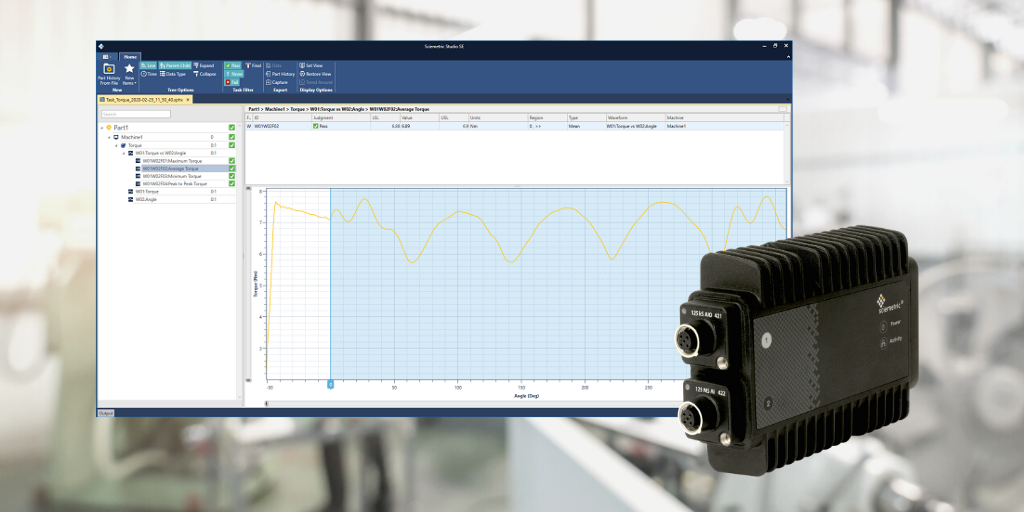
March 09, 2020
Torque-to-Turn Testing 101, Part 2: The most important feature checks to identify torque defects
In our first Torque-to-Turn post, we talked about how more data that just maximum or peak torque value must be collected to detect and address possibl...
Learn More
February 26, 2020
Torque-to-Turn Testing 101, Part 1: How to identify defects during torque test
In a two-part post, we will dig into how torque testing can be used as an effective quality control process using digital process signature analysis. ...
Learn More
September 10, 2019
Battery pack leak test: The challenges of getting an honest result
With more and more electric vehicles on the road, manufacturers are challenged to ensure that the large battery packs that power them will not leak un...
Learn More
August 01, 2019
Improve crimp testing with non-destructive methods
From automotive to medical devices, crimping is a common manufacturing process that spans various industries. Regardless of where it is used, it can s...
Learn More
July 25, 2019
How to catch faulty fuel rail insertion with digital process signature analysis
Tearing down an engine to find a problem when it fails an end-of-line test is costly and time-consuming. It’s much better to identify a quality issue ...
Learn More
July 23, 2019
A more reliable weld test through data, without the need for destruction
Pull-tests for welds on the production line are costly and provide no guarantee that defective assemblies won’t slip through. For medical device maker...
Learn More
July 11, 2019
How to improve valve tappet set monitoring: A case study
sigPOD boosts repeatability and quality in valve tappet set application, cuts staffing and production costs The valve tappet setting application can ...
Learn More
June 06, 2019
Digital process signature analysis: The first step to Industry 4.0
“Industry 4.0” has become a catchall for a host of technologies with the potential to disrupt and digitally transform conventional manufacturing – fro...
Learn More
May 09, 2019
Boosting sterile packaging reliability for implantable medical devices
The medical device industry is subject to stringent regulatory oversight in how products are manufactured and shipped. Sterility is key to patient saf...
Learn More
May 02, 2019
DIY process monitoring will cost you more in the long run
You’re under pressure to hit a higher benchmark for quality on the production line. The clear answer is to invest in a process monitoring system. But ...
Learn More
April 30, 2019
Why relying on end-of-line is bad for your bottom line
End-of-line tests remain popular with many manufacturers—however due to their high level of complexity, these tests can result in false passes that ca...
Learn More
April 28, 2019
Quality assurance is falling short? Consider a retrofit before a rip-and-replace
Let's start with an all-too-common scenario in the manufacturing plant: There is a defect on your line that you just can’t catch. Maybe it’s showing u...
Learn More
April 23, 2019
The savings of commonality on the production line
If you look across any given plant floor you’ll see a large array of different test and monitoring and data acquisitions systems at work. The challeng...
Learn More
April 16, 2019
Take the guesswork out of finding your limits
Finding the right limits for your in-process tests is crucial to achieve the highest production yields and minimize, as much as possible, the risks of...
Learn MoreApril 10, 2019
Factors in identifying proper test pressure for your leak test
A chief goal when it comes to optimizing any leak test is to ensure if the cycle time of the test can keep up with the pace of production. This preven...
Learn MoreMarch 18, 2019
How to effectively store and manage machine vision images and data
The information generated by machine vision systems puts a whole new spin on the term “big data.” The raw image files output from vision systems are h...
Learn MoreJanuary 25, 2019
Large volume leak test: 4 tips for a reliable and repeatable test
Performing a leak test on big parts poses big challenges. But, as is the case with any leak test scenario, if you know and control your variables, you...
Learn MoreJanuary 10, 2019
Choosing the right camera for your vision inspection
Are your machine vision needs on the production line better served with a smart camera, or a “dumb,” more basic one? One way to consider this question...
Learn MoreDecember 06, 2018
Manufacturing analytics: So you’re collecting data, but can you use it in a recall?
It’s only in recent years that manufacturers have begun to embrace the power of manufacturing data collected from processes and test stations on a pro...
Learn MoreNovember 28, 2018
Smart cameras: Unlocking the ROI trapped in the black box
“Smart” devices these days are providing value far past their original purpose. Take a smartphone for example; it is really a powerful compact compute...
Learn MoreNovember 08, 2018
Data visualization and analysis provides double-digit gains in leak test cycle time and FTT
Many manufacturers face the costly problem of a lagging leak test cycle time. With constant pressures on production, line managers have no choice but ...
Learn MoreJuly 19, 2018
8 ways we can help you improve your leak test
Together with our partners Cincinnati Test Systems and CTS-Schreiner, we have the industry’s most comprehensive portfolio for manufacturers, with solu...
Learn MoreApril 09, 2018
Introducing the industry’s most comprehensive leak test portfolio
Sciemetric’s new partnership with Cincinnati Test Systems (CTS) marks the introduction of the industry’s most comprehensive leak test portfolio. Manuf...
Learn MoreFebruary 07, 2018
How to trace root cause after a warranty claim or product recall
When a product comes back with a warranty claim, the next step is to determine the root cause of that problem. Many manufacturers rely on SPC data to ...
Learn MoreJanuary 11, 2018
How to reduce cycle time in leak testing
Out of all the testing stations on a production line, leak testing is the station most prone to causing bottlenecks. Thus, reducing cycle time in leak...
Learn MoreNovember 30, 2017
Key considerations for a data collection strategy in the connected factory
When collecting process data, it’s important to understand that more is better. Collect data from all sources in the plant and don’t leave anything ou...
Learn MoreNovember 14, 2017
How to reduce fill time in leak test
There are many considerations related to how a part is connected to a test station, and the test station to its supply of pressurized air, that can im...
Learn MoreAugust 15, 2017
Using data to contain the damage of a recall
It’s the “R” word that makes manufacturers cringe – recall. The cost is only part of the expense – there is the impact on brand reputation and, conseq...
Learn MoreJune 27, 2017
Getting your leak test right starts with data
Leak testing is often an art as much as it is a science. Manufacturing quality engineers and machine operators must contend with many external factors...
Learn MoreApril 13, 2017
Skip the sound room: How to keep noise/vibration testing on the line
Noise, vibration and harshness (NVH) testing on the factory floor poses its share of challenges. With all that industrial background noise, it can be ...
Learn MoreMarch 27, 2017
Driving quality, traceability for medical device batch manufacturing
In-process testing and digital waveform analysis isn’t only for discrete manufacturing where each part is serialized. It can also be used to improve y...
Learn MoreMarch 15, 2017
NVH Testing Part 2: Ensuring smooth cruising for wheelchair drive motors
People with mobility issues that require them to use a wheelchair spend a big part of their day on those wheels. With a motorized chair, noise or vibr...
Learn MoreFebruary 28, 2017
NVH Testing Part 1: Transmission woes traced to nicked gears
Unwanted noise or vibration affects customer satisfaction. It can also reveal part and assembly defects or identify a poor design. Digital waveform s...
Learn MoreJanuary 30, 2017
5 ways a digital process signature can save time and money in manufacturing
Reduced production costs and improved quality isn’t an oxymoron… really. It’s only to be expected that engineering and process staff might have a rock...
Learn MoreDecember 21, 2016
Why is my leak rate repeatability so poor?
In a follow-up to our “How to conduct a leak test trial you can stake your job on” post, the topic today is one of the most overlooked causes of poor ...
Learn MoreNovember 29, 2016
Taming big data is key to plugging the holes in your leak test
Manufacturers are increasingly aware of the need to have long-term accountability to their customers and stakeholders – “we built a good part and have...
Learn MoreNovember 08, 2016
What you need to consider when choosing a leak test system
Let me tell you a story... There was once a manufacturer of off-highway equipment, a premium brand with a strong reputation in the market for reliabil...
Learn MoreOctober 27, 2016
How to conduct a leak test trial you can stake your job on
When you’re in the market for a new leak test system, it’s a purchase decision that could be worth hundreds of thousands/millions of dollars to your p...
Learn MoreAugust 12, 2016
SPC can catch a problem, but only signature analysis can fix it fast
Products are failing on your production line. Productivity is suffering as yields drop and the cost of scrap and rework climbs. You’re relatively conf...
Learn MoreJuly 08, 2016
Seeing the unseeable – winning the war against bubbles
From auto parts to running shoes, manufacturers constantly battle one chronic quality issue when it comes to adhesive and sealant dispensing on a prod...
Learn MoreJune 01, 2016
The difference between a pressure decay leak test and a mass flow leak test (and which one to use)
One of the most common questions about leak testing is understanding when to use pressure decay versus flow. First, let’s take a look at how each tes...
Learn MoreJune 01, 2011
Dear John: How do I quickly find the most optimal limit settings to get the highest output?
Question: Dear John, I’m having a hard time finding the right limits for our test systems. Right now we keep adjusting them, trying to find what work...
Learn MoreApril 01, 2011
Dear John: What's the difference between pressure decay leak and flow-based leak test?
Question: Dear John, What’s the difference between a pressure decay leak test and a flow-based leak test? How do I know which one I should use? Ans...
Learn More